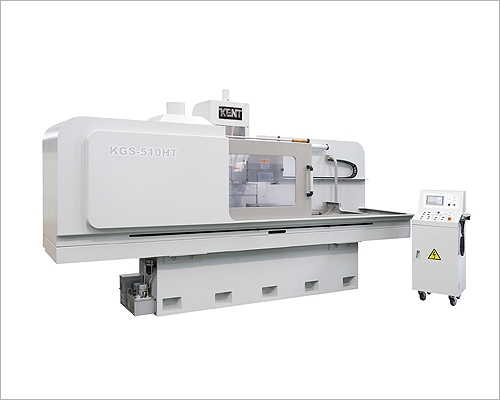
| KGS-408/510/612/715/820HT |
 |
| ╠žąįŻ║ |
| HTŻ║Ū░║¾Īó╔ŽŽ┬┴ĮųßĮ°Ė°▓╔ė├╚š▒Š╚²┴ŌPLC┐žųŲŽĄ═│╝░AC╦┼Ę■┬Ē┤’┐žųŲŻ¼Š▀╔░┬ųūįČ»ą▐š¹ėļ┼·┴┐╣ż╝■ūįČ»─źŽ„╣”─▄ĪŻ |
- Ė▀Ėšąįų²╝■╠Õ
ų²╝■╠ÕŠŁė╔╣ż│╠Ę┬šµĘų╬÷Ż©cosmosŻ®╝Ų╦ŃŻ¼┴óų∙╝░╗·═Ę▓╔╦½▓ŃĶĄ╔Ķ╝ŲŻ¼Š▀Ė▀┐╣═õėļ┐╣┼żĖšąįĪŻ
- ╬╚Č©ėļŠ½╚ĘĄ─╚²ųߥ╝╣ņ
ū¾ėę▓╔╦½V╠∙╠žĘ┴·╗¼Č»Ą╝╣ņŻ¼ęį▒╚└²Ę¦ė═č╣ŽĄ═│Ū²Č»Ż¼Ū░║¾ėļ╔ŽŽ┬┴Įųß▓╔C3╝Č╣÷ųķ╦┐Ė╦Ż¼┤Ņ┼õSP╝ČĖ▀Š½├▄Ž▀ąį╗¼╣ņėļ╦┼Ę■┬Ē┤’Ū²Č»Ż¼ūŅąĪĮ°ĄČ┴┐┐╔┤’0.001ĪŻ
- ūįČ»╚¾╗¼ŽĄ═│
▓╔čŁūįČ»╚¾╗¼ū░ų├Ż¼Ė„┤½Č»┬▌Ė╦║═╗¼Č»├µŠ∙Ą├ĄĮūŅ╝čų«╚¾╗¼Ż¼╚¾╗¼ŽĄ═│┼õėąūį╬ę╝ņ▓Ō╣”─▄Ż¼Ą▒ė═╣▐─┌ę║╬╗ĮĄĄ═ĄĮ╔ĶČ©╬╗ų├╩▒Ż¼ę║╬╗┐¬╣žĘó│÷Š»▒©ĪŻ
- Ė▀ĖšąįŠ½├▄ų„ųß╝░┬Ē┤’
▒Š╣½╦Šų«├┐ę╗ų¦ų„ųß═Ļ╚½ė╔╠©═ÕĮ©Ą┬▒Š│¦ūįąąčąĘóėļųŲū„Ż¼┤ė═Ō╣▄ų«įŁ┴Ž┐¬╩╝ų┴ūķū░(│²Į°┐┌ųß│ą═Ō)Ż¼į┌╬┬┐ž╝░╬▐│Š│Ą╝õū░┼õŻ¼Š÷▓╗═Ō░³Ż¼š²ę“į┌šŌč∙čŽĖ±Ą─╔·▓·╠§╝■Ž┬Ż¼ų„ųß╩▄╬┬Č╚▒õ╗»ė░ŽņąĪŻ¼įļ궥═╝░╬▐š±Č»Ż¼─▄╣╗╠ß╣®ČÓ─ĻĄ─Ę■╬±Č°▓╗▓·╔·╬╩╠ŌĪŻ ▒Š╗·╠©▓ó▓╔ė├Ę©└╝╩Įų„ųßų«╔Ķ╝ŲŻ¼┤Ņ┼õCP4╝ČŠ½├▄ą▒ĮŪ╣÷ųķųß│ąĪóV3╝ČĄ═š±Č»┬Ē┤’ėļČ»ŲĮ║Ō║¾Ż¼░▓ū░ė┌╗·═Ęū∙╔ŽŻ¼▒Żųżų„ųßų«Ų½ū¬įČĄ═ė┌ 0.002mm.ĪŻ
- Š▀ūįČ»╔░┬ųą▐š¹▓╣│ź╣”─▄
ą▐š¹Ų„ų├ė┌╣żū„╠©╔ŽĘĮŻ¼ęį╦┼Ę■┬Ē┤’ū„ą▐š¹Į°Ė°Ż¼Į°Ė°┴┐┐╔ė├│╠ą“╔Ķ╝Ų╗“MPGĮ°Ė°ĪŻ
- ųŪ─▄╗»▓┘ū„╔Ķ╝Ų
╚²┴ŌPLCŽĄ═│Ż¼═©╣²╝“Ąź┤ź├■Ų┴─╗└┤╔ĶČ©─źŽ„▒õ┴┐Ż¼╝┤┐╔ū„┼·┴┐╣ż╝■čŁ╗Ę╝ė╣ż─Ż╩ĮŻ¼╗∙▒Š╝ė╣ż─Ż╩Įėąę╗░ŃŲĮ─źĪó╣Ą▓█蹎„Īó┐Ē▓█蹎„ėļĖ▀ą¦─▄蹎„ĪŻ
- ░ļšų╩ĮĘ└Į”Žõ╔Ķ╝Ų
╗·╠©╝ėū░░ļšų╩ĮĘ└Į”ŽõŻ¼┐╔ėąą¦š┌Ą▓čą─ź╦«║═╠·ą╝Ę╔Į”ĄĮ╗·Ų„║¾ĘĮŻ¼▓╗Į÷┐╔╬¼│ų╗·Ų„ų«ŪÕĮÓČ╚Ż¼╔§ų┴▒▄├Ōčą─źę║┼ńĮ°╗·Ų„ų«╗¼╣ņŻ¼╚Ę▒Ż╗·Ų„ų«╩┘├³║═Š½Č╚ĪŻ
|
|
|
| ╣µĖ±▓╬╩²Ż║ |
| ŽŅ─┐ |
å╬ ╬╗ |
KGS-820HT |
| ─▄┴” |
╣żū„╠©╣żū„├µĘe |
mm. |
2,000 x 800 |
| ū¾ėęūŅ┤¾ęŲäė┴┐ |
mm. |
2,400 |
| Ū░ßßūŅ┤¾ęŲäė┴┐ |
mm. |
895 |
| ╣żū„╠©├µų┴ų„▌Sųąą─ūŅ┤¾ŠÓļx |
mm. |
880 |
| ╣żū„╠©ūŅ┤¾│ą▌dųž┴┐(║¼ļŖŖA) |
Kgs. |
2,300 |
| ╣żū„╠© |
╣żū„╠©T ą═▓█ |
mm.xN |
18 x 3 |
| ╣żū„╠©╦┘Č╚ |
m/min. |
3©C25 |
| Ū░ßß▀MĄČMPG*1*10 |
ę╗Ė± |
mm. |
0.001/0.01 |
| ę╗╗ž▐D |
mm. |
0.1/1 |
| Ū░ßßūįäė▀MĮo |
mm. |
0.1©C25 |
| Ū░ßß┐ņ╦┘ęŲäė |
mm./min. |
1,500 |
| ɰ݆ |
╔░▌å│▀┤ń(═ŌÅĮx║±Č╚ xā╚ÅĮ) |
mm. |
”Ą406x 50 x 127 |
| ų„▌S▐D╦┘ |
50 Hz |
rpm. |
960 |
| ų„▌S╔ŽŽ┬ |
╔ŽŽ┬▀MĄČMPG*1*10 |
ę╗Ė± |
mm. |
0.001/0.01 |
| ę╗╗ž▐D |
mm. |
0.1/1 |
| ╔ŽŽ┬ūįäė▀MĄČ┴┐Ż©įOČ©) |
mm. |
0.001©C0.099 |
| ╔ŽŽ┬┐ņ╦┘▀MĮo |
mm/min |
750 |
| ±R▀_ |
ų„▌S±R▀_ |
hp |
30 |
| ╔ŽŽ┬“īäė±R▀_ |
Kw |
1(AC Servo) |
| ė═ē║±R▀_ |
hp |
10 |
| Ū░ßß“īäė±R▀_ |
Kw |
1(AC Servo) |
| │▀┤ńųž┴┐ |
ÖCŲ„Ė▀Č╚ |
mm. |
2,900 |
| üūĄž├µĘe |
mm. |
6,000 x 3,760 |
| £Qųž/├½ųž |
Kgs. |
12,000 / 14,000 |
|
|
 |